Рецепт автоклавного газобетона
Измельчение сырьевых компонентов
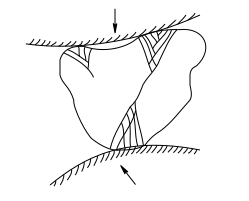
Измельчение – одна из основных технологических операций, в результате которой достигается не только повышение реакционной поверхности, но и механическое активирование вследствие увеличения свободной энергии. Затрачиваемая энергия расходуется на разрыв химических связей и создание новых поверхностей. При этом изменяется структура твердого тела; появляются дефекты и их скопления; развиваются микро и макротрещины, в результате чего тело разрушается (рис. 1.). При движении трещин в результате необратимых пластических деформаций структура областей, прилегающих к их стенкам, нарушается. Данное явление называют аморфизацией.
Подписывайтесь на наш телеграмм-канал Ячеистый бетон all inclusive+